Research Capabilities and Facilities
RAPEL includes the following main units:
One-Liter Agitated Autoclaves

Reactors
2 One liter bolted Autoclaves manufactured by Autoclave Engineers, Inc. with an effective volume of 1.028 liters. They are rated for a maximum working pressure of 5450 Psi at a maximum temperature of 850 °F. Each reactor is equipped with four baffles located symmetrically to avoid the formation of vortices, an internal cooling coil, an external heating jacket and thermal insulation. A hollow shaft connected to a 6 flat-blade impeller is used for mixing. Four holes of 2.4 mm diameter drilled at each end of the hollow shaft enable the reactor to be operated in a gas-inducing mode. The agitators are driven by a magnetic drive with enough capacity to avoid any eccentricity. Thermocouples (K-type) and pressure transducers are used to measure and record the change of pressure and temperature in both liquid and gas phases.

Preheater
The preheater, a high-pressure vessel with an effective volume of 5.42 × 10-4 m3, is used to heat the gas to a desired temperature before being charged into the reactor. It is maintained to the desired temperature by a furnace with an automatic temperature controller from Lindberg, USA. A radiation shielded K-type thermocouple is used to measure the temperature; and a pressure transducer from Setra (model 205-2) rated up to 3000 psig is used to record the pressure.
Vacuum System
A HYVAC-14, 2-stage mechanical vacuum pump from CENCO, Chicago, USA is used to vacuum the entire system to a minimum absolute pressure of 5 mm Hg. The vacuum pump is used to degas the slurry in the reactor prior the experiment; and to ensure that no gas remains in the system. A Jerguson window liquid trap is placed between the reactor and the pump to prevent liquid entrance into the vacuum system and to monitor any possible liquid loss. The outlet of the vacuum pump is directly connected to a fume hood.
Data Acquisition Unit
Data acquisition from the thermocouples and pressure transducers is performed using the National Instruments cDAQ-9172 module equipped with NI Bus 9211 and 9215, which is connected to a host PC. The LabView software is used to monitor the entire process and perform the appropriate programs for I/O applications.
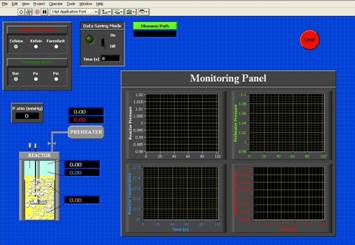
User interface of the data acquisition software (LabView)
One-Gallon Agitated ZipperClave Reactor


Reactor
A 4-liter ZipperClave reactor with an effective volume of 4.03 × 10-3 m3. The reactor is rated at a maximum allowable pressure of 137 bars for a temperature of 505 K. The reactor is equipped with four symmetrically located baffles, a cooling coil, a specially designed heating jacket, a thermo-well and an agitator with a six flat blades impeller and a hollow shaft. Four holes of 0.0015 m diameter each located at the upper and lower end of the shaft allow the reactor to operate in a gas-inducing and surface-aeration mode. The agitator is driven by a magnetic drive that has enough capacity of dumping any eccentricity. Two K-type chromel alumel thermocouples are used to measure the gas and liquid phase temperature, whereas the pressure inside the reactor is measured using a Setra Model No. 205-2 pressure transducer rated at 0-250 psig. For safety purposes, the reactor is fitted with a relief valve and a rupture disk rated at 71 bar at 295K and 3 Lexan shields as well as 2 stainless steal doors are installed at the top and bottom of the frames of the reactor, respectively.
Preheater
A high-pressure bomb with an effective volume of 2.237 × 10-3 m3 is used to heat the gas to the desired temperature before it is charged to the reactor. The preheater is maintained at a constant temperature by means of electrical heating tapes and temperature controllers. A K-type shielded thermocouple and a pressure transducer Setra 1000 psig are installed to record both temperature and pressure readings during the experiments.
Vacuum System
The vacuum pump used is a Welch duo-seal model 1399, which is an oil sealed mechanical vacuum pump that can reach down to 1000 Pa. The system is used to degas the liquid in the reactor before the start of the experiment. A liquid trap is connected between the reactor outlet and the vacuum pump inlet to collect any possible condensed vapor. The gas from the vacuum pump is then vented to the exhaust.
Data Acquisition Unit
All pressure transducers and thermocouples used in the setup are interfaced with a personal computer through an interfacing board from Metra Byte Corporation and Keithley, respectively, for the two agitated reactors, used for the mass transfer and hydrodynamic measurements. User-friendly computer programs developed in our laboratory are used to assign the channels for the interface board and to monitor the system pressures and temperatures.
One-Gallon Agitated ZipperClave Reactor with Sight Windows

Reactor
The reactor is a one-gallon Zipperclave with an effective volume of 3.86 × 10-3 m3 which can be operated as a Surface Aeration Reactor (SAR), Gas Inducing Reactor (GIR) as well as a Gas Sparging Reactor (GSR). A Pyrex glass liner with an internal diameter of 0.1128 m and height of 0.320 m is inserted inside the stainless steel reactor. The reactor is equipped with two Jerguson sight windows, four baffles located symmetrically, cooling coil and heating jacket. An agitator with a six-flat blade impeller, and a hollow shaft is used for mixing. The agitator is driven by a magnetic drive motor with enough capacity to avoid any eccentricity. Four holes of 0.0024 m diameter are located along the hollow shaft. Two are located in the upper part in the gas-phase and two are located in the lower end of the hollow shaft. These holes can be sealed or not based on the desired operating mode (SAR, GIR or GSR). To operate in GSR mode the reactor is equipped with a gas sparger containing 12 holes, 1 mm in diameter, located on the four legs of the cross distributor and oriented downward to achieve a better gas distribution. A thermo-well provided with a K-type Chromel-Alumel thermocouple is used to measure the liquid temperature, and two K-type thermocouples are used to measure the gas temperature and the heating jacket temperature. A 0-1000 psia pressure transducer from Setra model 280E is located at the top of the reactor to measure the total pressure. This reactor is able to operate up to 62 bars at a temperature of 580 K. A rupture disk rated at 60 bars and 295 K is fitted on the reactor for safety purposes.
Preheater
The preheater is a high pressure vessel with an effective volume of 1.176 × 10-3 m3. It is heated in a convection furnace controlled with a thermostat. One K-type thermocouple and 0-3000 psig pressure transducer are located at the outlet of the preheater and connected to the data acquisition system.
Gas Booster
In GSR mode, the gas is being recirculated externally by means of a gas booster type AGD-4 manufactured by Haskel, Burbank, CA.
Gas Flowmeter
The gas flowrate is measured using a coriolis mass flowmeter, type CMF-010M, manufactured by Micro Motion Inc., Boulder, Co.
Vacuum System
A Welch Duo-Seal vacuum pump, model 1400, is used to vacuum the reactor. It is able to reach an absolute pressure of 0.005 bar. Between the reactor outlet and the vacuum pump, a trap is installed to collect any condensed vapor. The outlet of the vacuum pump is connected to the exhaust.
Mass Spectrometer
A Blazers quadrupole Mass Spectrometer QME 200 (Quad Mass Spectrometer), equipped with 2 roughing pumps (Vacuubrand Diaphragm vacuum pump MZ 2T and Trivac D8A) and a molecular pump (Pfeiffer TMU 065), and a pressure gauge PKR 250 to monitor the pressure inside the mass spectrometer is connected to the experimental setup, it allows instantaneous "on-line" monitoring of the composition of the multi-component gaseous system used in the experiments under the actual operating conditions. The different molecules are detected using a Faraday cup detector. The mass spectrometer is also connected to a computer interface and is controlled using the Balzers AG QUADSTAR 422 software version 6.02.
Data Acquisition Unit
All pressure transducers and thermocouples are interfaced with an on-line personal computer through a Model 575 interface system by Keithley Corporation. User friendly computer programs developed in our laboratory are used to setup the channels for the interface board and to acquire and monitor the system pressures and temperatures.
Large Scale "Cold" Slurry Bubble Column Reactor


Reactor
The reactor (column) is constructed from SS 304L, SCH 5 with a maximum pressure rating of 10.3 bar (150 psig). The reactor inside diameter is 0.316 m and its height is 2.811 m. The column consists of two parts provided with flanges. It is equipped with a six-arm spider type sparger with 5 mm ID holes. There are two thermocouples and one pressure transducer on the column itself. The hydrostatic pressure is measured through ten lines connected to two ultra-sensitive differential pressure cells (dP) manufactured by Foxboro Co. with ratings of 15 and 18.5 inches of water. All thermocouples are type J and pressure transducers are manufactured by Setra model 205-2 rated at 0-100 psig.
Damper
The damper has a 0.101 m diameter and a length of 0.305m and is constructed from SS 316 SCH 40. It is used to absorb the pressure fluctuations created by the compressor and reduce the noises in the pressure readings.
Demister
The demister has the same size as the damper. It is placed between the column and the compressor and its purpose is to trap any liquid droplets or mists, which can be carried with the exit gas stream from entering the compressor.
Compressor
The compressor is model 8 AGD-1 manufactured by Haskel Inc. It is a double-acting, single-stage gas booster operating with house air at 90 psig (6.2 bar). The maximum output pressure is 300 psig (20.7 bar).
Gas Flowmeter
The gas superficial velocity is measured using two different calibrated orifice meters of 8 mm and 16 mm diameter.
Supply Vessel
The supply vessel is a high-pressure unit made of 4" SCH 80 SS 304L with an inside diameter of 0.0984 m and a height of 0.965 m. One Setra model pressure transducer and one J-type thermocouple are connected to this unit.
Vacuum System
Oil sealed mechanical vacuum pump model Cit-Alcatel type 2012A with a 0.75 HP (560 W) motor that can reach pressures down to 1000 Pa in the reactor.
Data Acquisition Unit
All the pressure transducers, dP cells and thermocouples are connected to a personal computer through a Keithley Data Acquisition Interface, model KDAC 500. This unit allows the storage of data at a 20 Hz frequency.
Large Scale "Hot" Slurry Bubble Column Reactor with Sight Windows


Reactor
The reactor is 3 m high and 0.29 m diameter SCH 80, 304 Stainless steel pipe with 600 lb flanges at both ends. The reactor is provided with two Jerguson sight-windows located near the bottom and the middle of the reactor in order to enable recording the bubbles size/behavior. The reactor's hydro-pressure is 85.5 bar at 295 K and its maximum allowable working pressure is 57 bar at a maximum temperature of 590 K. The reactor is equipped with 8 heating elements and an internal cooling coil of 0.306 m2 total contact area. The heating elements, covered with a heavy-duty insulation jacket, operate with 460 V and are controlled by two Solid State Contactors rated up to 50 A. The column is equipped with a six-arm spider-type gas distributor having 18 orifices of 0.005 m ID on each arm for a total of 108 holes. The hydrostatic pressure is measured through ten lines connected to two ultra-sensitive differential pressure cells (dP), model IDP10-V20A11F manufactured by Foxboro, USA rated at 7.5 kPa. The pressure and the temperature in the system are recorded with 5 pressure transducers manufactured by Wika, Germany, and 7 thermocouples type J manufactured by Omega Engineering Inc., USA. The design of the entire unit allows the gas to flow through or bypass the liquid using two pneumatically actuated valves (AV-1 and AV-2).

6-Legs Spider Gas Distributor
Damper
The damper has a 0.1524 m diameter and a length of 0.61 m and is constructed from SS 304 SCH 80. It is placed at the compressor's outlet in order to absorb the vibrations and pressure fluctuations created by the compressor and reduce the noises in the pressure and gas velocity readings.
Demister
The demister has a 0.1524 m diameter and a length of 0.381 m and is constructed from SS 304 SCH 80. It is placed at the outlet of the column in order to trap any liquid droplets, mists or solid particles, which can be carried with the exit gas stream from entering the compressor.
Filter
A filter manufactured by Parker Hannifin Corp., USA is positioned between the demister and the compressor as second stage device to prevent any solid particles or liquid mist from entering the compressor.
Compressor
The gas is recycled through the reactor using a single-stage compressor built by Fluitron Inc., Ivy land, USA. The compressor has a nominal displacement of 4.8x10-3 m3/rev. using 30 HP, 1160 RPM electric motor. The compressor is capable of delivering a gas trough the reactor up to 0.4 m/s at 500 psig.
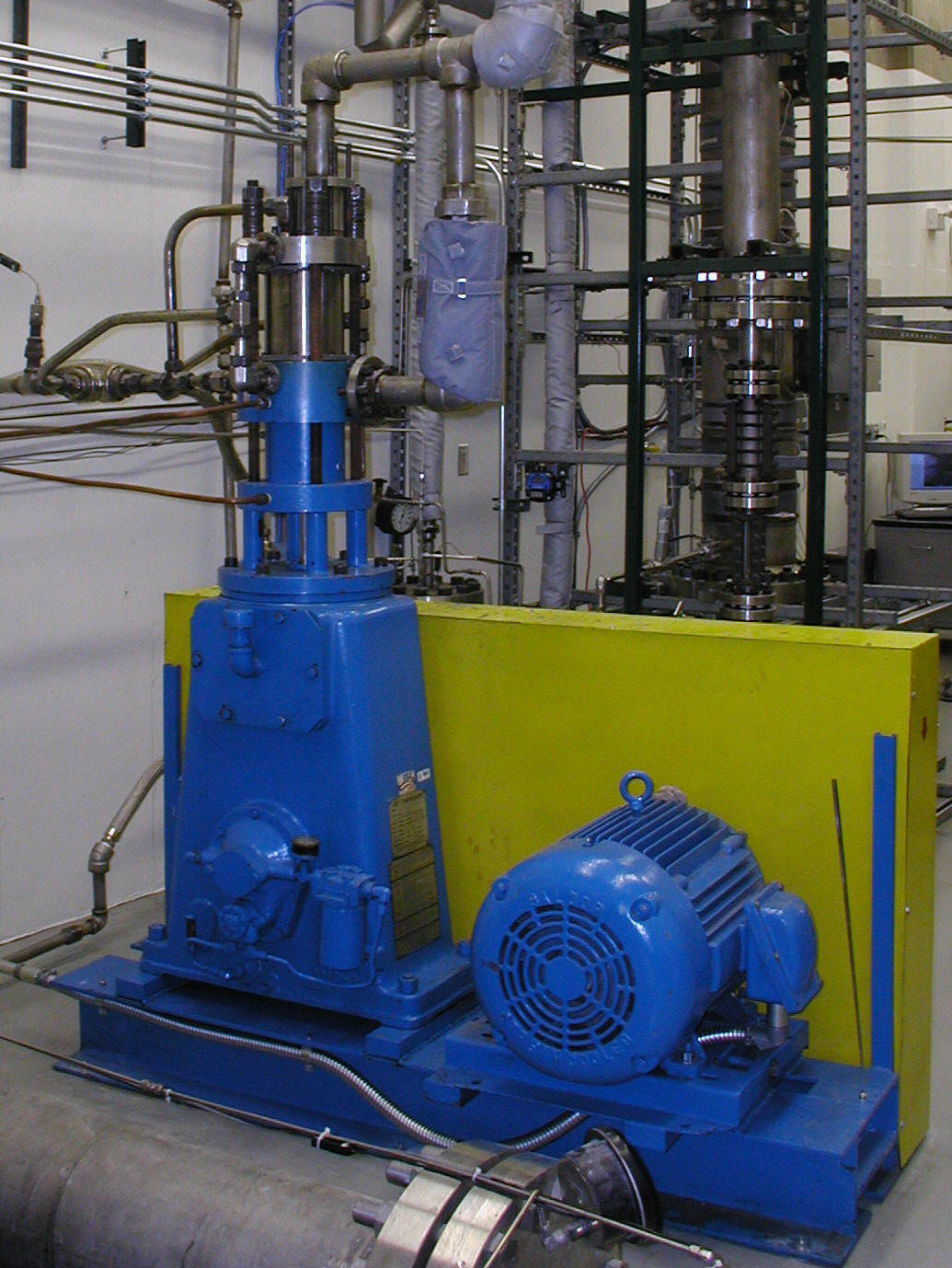
30 hp Compressor
Gas Flowmeter
The gas flow rate is measured using a Coriolis mass and density meter model CMF100M330NU that gives a current output signal through a transmitter model RFT9739E4SUJ, manufactured by MicroMotion, USA. The gas velocity can be adjusted with a needle valve through a bypass line around the compressor inlet and outlet.
Supply Vessel
The supply vessel is a high-pressure unit made of SCH 80 SS 304 with an inside diameter of 0.254 m and a height of 1.829 m. One Setra model pressure transducer and one J-type thermocouple are connected to this unit.
Vacuum System
Oil sealed mechanical vacuum pump model Cit-Alcatel type 2012A with a 0.75 HP (560 W) motor that can reach pressures down to 1000 Pa in the reactor.
Data Acquisition Unit
Data acquisition from the thermocouples, pressure transducers, dP cells and the Coriolis mass flow meter is performed using the National Instrument FieldPoint modules FP-TC-120 and FP-AI-110, which are connected to a serial bus module (FP-1000) with RS-232 interface to a host PC. The output signals from the host PC are received by the FieldPoint module FP-AO-V10 for controlling the pneumatically activated valves and the heating elements of the reactor. The LabView software is used to monitor the entire process and perform the appropriate programs for I/O applications.
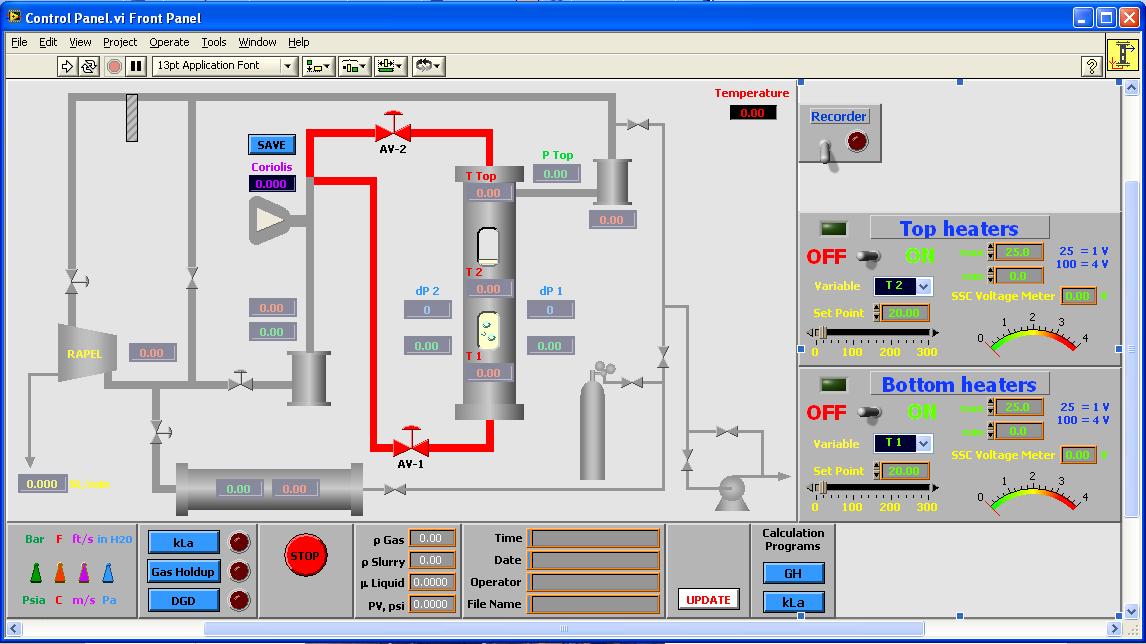
User interface of the data acquisition software (LabView)
High Speed Camera
A high-speed Phantom camera version 3.3.294-R0 with a recording rate of 1000 picture per second (pps) and an exposure time of 50 ms is used to monitor and record through the sight-windows the size/behavior of the gas bubbles.

High Speed Digital Camera in front of SBCR